Методы распыления лакокрасочных материалов
Одним из самых популярных способов окрашивания различных изделий в настоящее время является нанесение материала методами распыления, имеющими множество разновидностей. Прогресс окрасочных технологий, стремление повысить производительность процесса окраски, снизить потери наносимого материала, улучшить декоративные свойства полученных покрытий приводят к появлению новых подходов к распылению.
Общим для всех разновидностей методов распыления является то, что лакокрасочный материал под воздействием механических сил измельчается до мельчайших капелек, образуя аэрозоль, и переносится на изделие. Различают такие методы, как: пневматическое распыление, безвоздушное распыление, распыление в электростатическом поле высокого напряжения, а также различные комбинации этих методов. Рассмотрим их более подробно.
ПНЕВМАТИЧЕСКОЕ РАСПЫЛЕНИЕ
Популярность метода пневматического распыления во многом обусловлена его относительной простотой, высоким качеством получаемых лакокрасочных покрытий, а также возможностью его применения для выполнения окрасочных работ как с низкой, так и высокой производительностью. При пневматическом распылении подающийся в краскораспылитель различными способами лакокрасочный материал, выйдя из материального сопла, измельчается потоком сжатого воздуха, вытекающего с большой скоростью из отверстий в воздушной головке
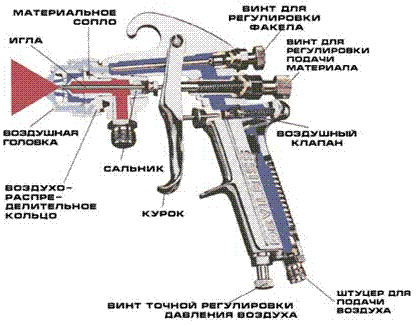
В результате образуется окрасочный факел, состоящий из частичек материала размером от 5 до 100 мкм, движущихся по направлению к окрашиваемому изделия. Долетев до окрашиваемой поверхности, частички осаждаются на ней и формируют покрытие. Часть распыленных частичек (как правило, наиболее мелкие) не долетает до изделия и уносится потоком воздуха, образуя окрасочный туман.
Снижение потерь лакокрасочного материала на туманообразование и, соответственно, повышение коэффициента переноса материала на изделие являются важнейшими факторами увеличения экономической эффективности и экологичности процесса окраски.
В настоящее время различают несколько разновидностей метода пневматического распыления, основными из которых являются: конвенциональное распыление при высоком давлении сжатого воздуха, распыление при низком давлении сжатого воздуха (HVLP), распыление при среднем давлении сжатого воздуха. Рассмотрим основные типы краскораспылителей, исходя из приведенной выше классификации методов пневматического распыления.
Краскораспылители конвенциональной системы
В конвенциональных краскораспылителях давление сжатого воздуха на входе в краскораспылитель и давление распыления на воздушной головке примерно одинаковы (около 3-4 бар). Краскораспылители данного типа обеспечивают превосходное качество распыления материала и однородность окрасочного факела, имеют относительно невысокий расход сжатого воздуха. Основным недостатком конвенциональных краскораспылителей является низкий коэффициент переноса материала на изделие, обычно не превышающий 45 %, и, соответственно, повышенный расход материала.
К конвенциональным краскораспылителям, позволяющим наносить материал при высоком давлении сжатого воздуха, относятся такие модели DeVilbiss, как JGA, JGX, MSA, GFV, FLG-611 и др.
Краскораспылители системы HVLP
В начале 80-х годов ХХ века вследствие ужесточения законов по охране окружающей среды производители окрасочного оборудования разработали новый вид краскораспылителей, распыляющих материал при низком избыточном давлении сжатого воздуха, впоследствии названный HVLP (от англ. High Volume Low Pressure - высокий объем, низкое давление). Все краскораспылители, относящиеся к системе распыления HVLP:
имеют давление распыления на воздушной головке не более 0,7 бар;
обеспечивают перенос материала на изделие свыше 65 %.
Снижение потерь материала на туманообразование достигается за счет того, что частички материала, распыленные при низком давлении сжатого воздуха, имеют невысокую скорость и образуют "мягкий" окрасочный факел, равномерно настилающийся на изделие.
Следует отметить, что краскораспылителям системы HVLP для эффективного создания окрасочного факела при низком давлении распыления требуется значительно большее количество сжатого воздуха по сравнению с конвенционными краскораспылителями, что требует применения более мощных компрессоров и проведения ревизии состояния воздушных магистралей. Еще одним недостатком краскораспылителей системы HVLP является незначительное ухудшение декоративных свойств образующегося покрытия, например, появление шагрени, поскольку в данном случае средний размер частичек в окрасочном факеле больше, чем в случае распыления при высоком давлении.
К краскораспылителям системы HVLP, позволяющим наносить материал при низком давлении сжатого воздуха, относятся такие модели DeVilbiss, как MSV, MSV-2K, OMX, FLG-631, GTI-G и GTI-S, SRi и др.
Краскораспылители системы Trans-Tech™
Метод распыления лакокрасочного материала при среднем давлении сжатого воздуха (от 0,7 до 1,2 бар на воздушной головке), реализованный DeVilbiss краскораспылителях системы Trans-Tech™, позволяет получать лакокрасочные покрытия высокого качества и при этом обеспечивает коэффициент переноса материала на окрашиваемое изделие, превышающий 65 %. Подобные результаты становятся достижимыми вследствие специальной конструкции внутренних воздушных каналов краскораспылителя, обеспечивающей оптимальные пропорции смешивания распыляемого материала со сжатым воздухом и, вследствие этого, получение однородного окрасочного факела и относительно низкое потребление сжатого воздуха. Еще одним достоинством краскораспылителей системы Trans-Tech™ является возможность надежной работы при давлении сжатого воздуха 1,5-2 бар на входе в краскораспылитель.
К краскораспылителям системы Trans-Tech™ относятся такие популярные модели, как: GTI-P, GTI-S и GTI-G, GFP, MSAT, SRi и др.
Следует отметить, что, несмотря на внешнее сходство, краскораспылители, относящиеся к различным системам пневматического распыления, отличаются друг от друга конструкцией внутренних воздушных каналов и строением воздушной головки.
БЕЗВОЗДУШНОЕ И КОМБИНИРОВАННОЕ РАСПЫЛЕНИЕ
Безвоздушное распыление
При безвоздушном распылении (англ. airless) материал, подаваемый на краскораспылитель под высоким давлением (до 400 бар), проходит через специальное материальное сопло и распыляется под воздействием механических сил, т.е. без участия потока сжатого воздуха. Окрасочный факел, ширина и уголок которого зависят от характеристик материального сопла, формируется из частичек материала, движущихся с высокой скоростью в направлении окрашиваемого изделия. Однако, незначительная часть наиболее мелких частичек распыленного материала вследствие сопротивления воздушной среды, в которой они перемещаются, не долетают до изделия.
Метод безвоздушного распыления характеризуется высокой производительностью, экономичностью и эффективностью: коэффициент переноса материала на окрашиваемое изделие достигает 85 %. Данный метод распыления позволяет наносить различные материалы, включая высоконаполненные и высоковязкие, дает возможность достигать значительной толщины покрытия даже при нанесении материала в один слой и особенно эффективен при окрашивании больших поверхностей и крупногабаритных изделий. К недостаткам безвоздушного распыления следует отнести более низкое по сравнению с пневматическим распылением качество получаемых покрытий.
Комбинированное распыление
При нанесении лакокрасочных материалов методом комбинированного распыления (англ. Air Assisted Airless - AAA; airmix) предварительное распыление материала, подающегося на краскораспылитель при высоком давлении (до 250 бар), происходит при его прохождении через специальное материальное сопло, параметры которого определяют ширину и угол окрасочного факела, а окончательное распыление осуществляется при помощи сжатого воздуха в воздушной головке. Таким образом, данный метод представляет собой комбинацию методов безвоздушного и пневматического распыления. В результате распыления материала образуется "мягкий" окрасочный факел с оптимальным размером частичек, обеспечивающий получение лакокрасочных покрытий хорошего качества при высокой производительности окрасочных работ и минимальных потерях материала на туманообразование: коэффициент переноса материала на окрашиваемое изделие превышает 70 %.
Краскораспылитель DSG, входящий модельный ряд DeVilbiss, оборудован специальным переключателем, позволяющим при необходимости быстро перейти от безвоздушного к комбинированному распылению и наоборот в случаях.
Наиболее широко краскораспылители и установки, предназначенные для нанесения различных материалов методами безвоздушного и комбинированного распыления, представлены в ассортименте оборудованием компании ITW-Binks.
РАСПЫЛЕНИЕ В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕ ВЫСОКОГО НАПРЯЖЕНИЯ
В случае нанесении жидких лакокрасочных материалов методом распыления в электростатическом поле материал подается на краскораспылитель, где получает отрицательный заряд при контакте с коронирующей иглой с высоким напряжением постоянного тока (65-90 кВ), которой оснащен краскораспылитель, а затем распыляется различными методами. При этом частички окрасочного факела движутся в направлении силовых линий электростатического поля от краскораспылителя к окрашиваемому изделию, имеющему положительный заряд. Вследствие дополнительного воздействия на окрасочный факел сил электростатического поля коэффициент переноса материала на изделие значительно повышается и может достигать 98 %. Распыление лакокрасочного материала может осуществляться различными методами, основными из которых являются пневматическое, безвоздушное и комбинированное распыление, а также распыление под действием центробежных сил вращающейся чаши. |